Su Altı Kaynak ve Kesim Operasyonlarının Kritik Önemi
Su altı yapıları, zamanla hasar görebilir veya onarım ihtiyacı duyabilir. Profesyonel su altı kaynak hizmetleri, bu yapıları onarır. Ayrıca su altı kesim operasyonları, modifikasyon veya söküm olanağı sağlar. Uzmanlar, bu işlemleri dünyanın en zorlu çalışma ortamlarından birinde gerçekleştiriyor. Yüksek basınç, sınırlı görüş ve soğuk su gibi unsurlar, operasyonları zorlaştırır. Bu nedenle, bu alan üst düzey uzmanlık ve katı güvenlik protokolleri gerektirir. Her operasyon, hem dalgıçlık becerisi hem de metal işleme ustalığı gerektiriyor. Sertifikalı dalgıç-kaynakçılar, bu iki disiplini bir araya getiriyor. Bu hizmetler, denizcilik ve enerji sektörlerinin sürdürülebilirliği için hayati bir öneme sahip. Sonuç olarak, bu operasyonlar modern deniz mühendisliğinin temel taşlarından birini oluşturuyor.
İki Ana Yöntem: Islak ve Kuru Su Altı Kaynak Teknikleri
Uzmanlar, su altı kaynak işlemlerini esasen iki farklı yöntemle gerçekleştiriyor. Bu yöntemler ıslak kaynak ve kuru kaynak olarak adlandırılıyor. Her iki yöntemin de kendine özgü avantajları ve uygulama alanları vardır. Ekipler, yöntem seçiminde projenin gereksinimlerine, bütçesine ve istenen kalite seviyesine göre hareket eder. Islak kaynak, daha hızlı ve esnek bir çözüm sunuyor. Kuru kaynak ise, su üstünde gerçekleştirilen kaynak kalitesine yakın sonuçlar verir. Profesyonel bir hizmet sağlayıcısı, her iki teknikte de uzmanlaşmış ekiplere sahiptir. Böylece, her proje için en uygun ve en verimli çözümü geliştiriyorlar. Her iki teknikte de su altı kesim öncesi hazırlık süreçleri büyük bir öneme sahip.
Islak Su Altı Kaynak (Wet Welding)
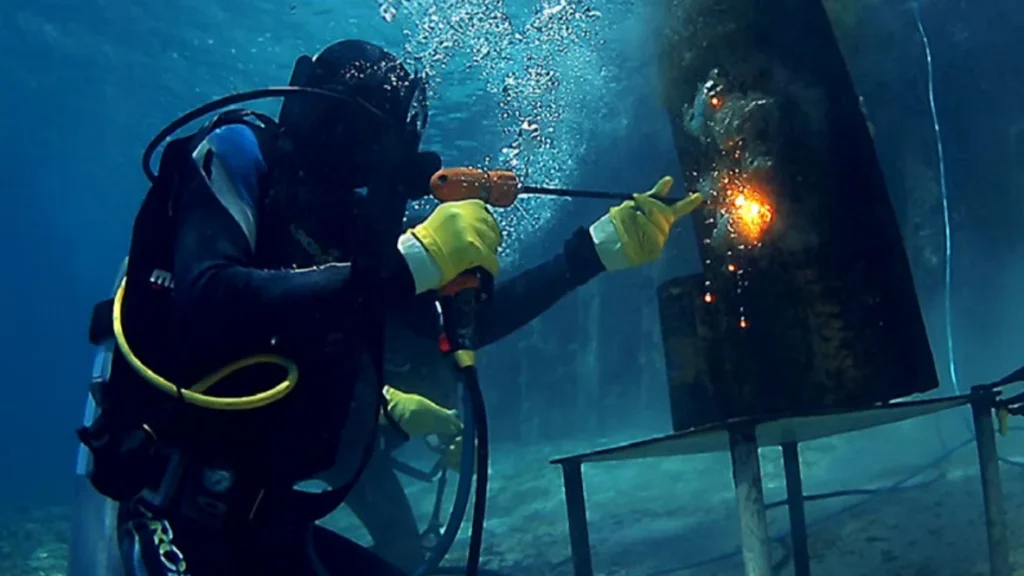
Islak su altı kaynak yönteminde, dalgıç-kaynakçı doğrudan su içinde çalışıyor. Bu yöntemde, uzmanlar özel olarak yalıtılmış örtülü elektrotlar kullanıyor. Dalgıç, kaynak arkını doğrudan kaynak yapılacak metal üzerinde başlatıyor. Arkın yarattığı yoğun ısı, etrafındaki suyu anında buharlaştırıyor. Bu buharlaşma, kaynak bölgesinin etrafında küçük bir gaz kabarcığı oluşturur. Bu kabarcık, erimiş metal havuzunu sudan anlık olarak koruyor. Bu yöntem, hızı ve esnekliği nedeniyle acil onarımlar için sıkça tercih ediliyor. Ekipler, ekipman kurulumunu kuru kaynak yöntemine göre çok daha basit yapar. Bu da operasyonel maliyetleri önemli ölçüde düşürüyor. Ancak, ıslak kaynak yönteminin bazı teknik sınırlamaları da bulunuyor. Bu kaynak tekniğinde de güvenlik önlemleri en üst düzeydedir.
Islak Kaynağın Zorlukları ve Dezavantajları
Islak su altı kaynak yönteminin en büyük zorluğu, hızlı soğumadır. Kaynak bölgesini çevreleyen su, erimiş metali oldukça hızlı bir şekilde soğutur. Bu hızlı soğuma, kaynak metalinin daha kırılgan ve daha az esnek olmasına neden olur. Ayrıca, suyun içindeki hidrojen, kaynak metali tarafından emilmektedir. Bu durum, hidrojen gevrekliği adı verilen bir soruna yol açıyor. Hidrojen gevrekliği, kaynak dikişinde çatlak riskini artırıyor. Bu sebeplerle, ıslak kaynakla elde edilen mekanik özellikler genellikle su üstü kaynaklarından daha düşüktür. Görüş mesafesinin kısıtlı olması da kaynakçının işini zorlaştırıyor. Dalgıç-kaynakçı, hem kendi güvenliğini hem de kaynak kalitesini sürekli olarak kontrol ediyor. Uzmanlar, bu yöntemi genellikle yapısal olmayan veya geçici onarımlar için kullanıyor. Her ıslak su altı kesim ve kaynak işlemi büyük bir dikkat gerektiriyor.
Su Altı Kaynak İçin Elektrot Türleri ve Özellikleri
Ekipler, ıslak su altı kaynak operasyonlarında özel olarak bu ortam için üretilmiş elektrotları kullanıyor. Standart kaynak elektrotları su altında kesinlikle etkili olmaz. Su altı elektrotlarının en belirgin özelliği, tamamen su geçirmez bir kaplamaya sahip olmalarıdır. Bu kaplama, elektrotun örtüsünün (flux) ıslanmasını ve bozulmasını engelliyor. Örtü, kaynak sırasında yanarak koruyucu bir gaz ve cüruf tabakası oluşturuyor. Bu, kaynak metalini atmosferik kirlenmeden koruyor. Su altı elektrotları, genellikle rutil veya oksit tipi örtülere sahiptir. Bu örtüler, su altında bile kararlı bir ark oluşturma yeteneğine sahiptir. Ayrıca, kaynak dikişinin daha düzgün ve temiz olmasına olanak tanıyor. Doğru elektrot seçimi, başarılı bir su altı kaynak operasyonunun temelini oluşturuyor.
Kuru Su Altı Kaynak (Hyperbaric Welding)
Uzmanlar, en yüksek kalitede sonuçlar elde etmek için kuru su altı kaynak yöntemini kullanıyor. Bu yöntemde, kaynak işlemi kuru bir ortamda gerçekleştiriliyor. Bunu sağlamak için, kaynak yapılacak bölgenin etrafına hiperbarik bir oda yerleştiriyorlar. Bu odaya genellikle “habitat” adı veriliyor. Ekipler, suyu dışarı pompalayıp yerine solunabilir bir gaz karışımı basarak habitatı kuru hale getiriyor. Dalgıç-kaynakçılar, bu habitatın içine girerek çalışıyor. Operatörler, ortam basıncını çevredeki suyun basıncıyla eşitler. Böylece, kaynakçı tamamen kuru bir ortamda, tişörtle çalışabiliyor. Bu kontrollü ortam, hızlı soğuma ve hidrojen gevrekliği gibi sorunları ortadan kaldırıyor. Bu nedenle, su altı kesim ve kaynak kalitesi en üst seviyededir.
Kuru Kaynağın Üstün Kalitesi ve Avantajları
Kuru su altı kaynak yöntemi, su üstünde yapılan kaynaklarla neredeyse aynı kalitede dikişler üretiyor. Kaynakçı, mükemmel bir görüş mesafesine ve kontrollü bir atmosfere sahip. Bu, kaynak parametrelerini (akım, voltaj vb.) hassas bir şekilde ayarlamasına olanak tanıyor. Sonuç olarak, elde edilen kaynak dikişi daha güçlü, daha esnek ve daha güvenilirdir. Kuru kaynak, kritik yapısal uygulamalar için tek geçerli yöntemdir. Petrol ve gaz boru hatlarının birleştirilmesi bu uygulamalara bir örnektir. Ayrıca, bu yöntemle daha karmaşık kaynak prosedürlerini uygulamak da mümkün hale geliyor. Operasyon, ıslak kaynağa göre daha maliyetli ve zaman alıcıdır. Ancak, sağladığı üstün kalite ve uzun vadeli güvenilirlik bu maliyeti haklı çıkarıyor. Bu yöntem, en hassas su altı kesim işlemlerini de mümkün kılıyor.
Su Altı Kesim Teknikleri: Hassas ve Güçlü Yöntemler
Ekipler, su altı kesim operasyonlarını eski yapıları sökmek için gerçekleştirir. Hasarlı bölümleri çıkarmak veya yeni yapılar için yer açmak amacıyla da bu operasyonları yapıyorlar. Tıpkı kaynakta olduğu gibi, kesim işlemleri de özel ekipmanlar ve uzmanlık gerektiriyor. Ekipler, kullanılan yöntemi kesilecek malzemenin türüne, kalınlığına ve projenin gereksinimlerine göre değiştiriyor. En yaygın yöntemler, termik (ısı kullanan) kesim teknikleridir. Ancak, ısıya duyarlı veya patlama riski olan ortamlarda mekanik kesim yöntemlerini de tercih ediyorlar. Her bir su altı kaynak ve kesim tekniği, kendi güvenlik protokollerine sahiptir. Dalgıçlar, bu protokollere harfiyen uyarak operasyonu güvenli bir şekilde tamamlıyor.
Oksijen-Ark (Termik Mızrak) ile Kesim
Oksijen-ark ile su altı kesim, en yaygın kullanılan termik yöntemdir. Bu yöntemde dalgıçlar, özel olarak tasarlanmış boru şeklinde bir elektrot kullanıyor. Bu elektrot, hem elektrik arkı oluşturuyor hem de içinden saf oksijen püskürtüyor. Dalgıç, elektrotu keseceği metale temas ettirerek elektrik arkını başlatıyor. Ark, metali erime sıcaklığına kadar ısıtıyor. Aynı anda, dalgıç elektrotun içinden yüksek basınçlı oksijen akışını başlatıyor. Kızgın metal, saf oksijenle temas ettiğinde şiddetli bir şekilde yanıyor (oksitleniyor). Bu yanma reaksiyonu, metali kesiyor. Oksijen akışı, aynı zamanda erimiş metali ve cürufu kesim bölgesinden uzağa iter. Bu yöntem, kalın çelik levhaları bile hızlı ve etkili bir şekilde kesebiliyor. Ekipler, bu tekniği birçok su altı kaynak öncesi hazırlıkta kullanıyor.
Elmas Tel Kesim (Diamond Wire Cutting)
Elmas tel kesim, modern bir mekanik su altı kesim yöntemidir. Bu teknikte, ısı veya kıvılcım oluşmuyor. Bu nedenle, son derece güvenli bir seçenektir. Sistem, üzerinde endüstriyel elmas parçacıkları bulunan çelik bir teli kullanıyor. Hidrolik bir motor, bu teli yüksek hızda döndürüyor. Dalgıç, teli kesilecek yapının (beton kazık, çelik boru vb.) etrafına sarıyor. Dönerken yavaşça gerdirilen tel, sürtünme yoluyla malzemeyi aşındırarak kesiyor. Bu yöntem, çok kalın ve sert malzemeleri bile hassas bir şekilde kesebiliyor. Ayrıca, gürültü ve titreşim seviyesi oldukça düşüktür. Ekipler, elmas tel kesimini özellikle su altındaki betonarme yapıların sökülmesi işlemlerinde tercih ediyor. Bu, hassas su altı kaynak onarımları için de yüzey hazırlığı sağlıyor.
Su Altı Kaynak ve Kesim İçin Kalite Kontrol Süreçleri
Bir su altı kaynak operasyonunun kalitesini, sonrasında yapılan muayeneler doğruluyor. Kaynak dikişinin hem görsel hem de içsel olarak kusursuz olması gerekiyor. Bu nedenle, kaynak işlemi bittikten sonra tahribatsız muayene (NDT) teknisyenleri devreye giriyor. Bu teknisyenler, kaynak dikişinin standartlara uygunluğunu kontrol ediyor. Yapılan muayeneler, kaynağın yapısal bütünlüğünü ve güvenilirliğini garanti altına alıyor. Ekipler, bu kalite kontrol sürecini projenin en başından itibaren planlıyor. Hangi muayene yöntemlerinin kullanılacağını, kaynak prosedürü şartnamesinde (WPS) belirtiyorlar. Kalite kontrol, başarılı bir su altı kesim ve kaynak projesinin ayrılmaz bir parçasıdır.
Kaynak Prosedürü Şartnamesi (WPS) ve Onayı (PQR)
Her profesyonel su altı kaynak operasyonu, onaylı bir Kaynak Prosedürü Şartnamesi (WPS) gerektiriyor. WPS, bir kaynağın nasıl yapılacağını adım adım tarif eden teknik bir belgedir. Bu belge, kullanılacak kaynak yöntemini, elektrot tipini, akım ve voltaj ayarlarını ve diğer tüm değişkenleri kapsıyor. Kaynak mühendisi bir WPS oluşturduktan sonra, bu prosedürü test ediyor. Bu test işlemine Prosedür Onay Kaydı (PQR) adı veriliyor. Bir denetçi gözetiminde, mühendisler test parçası üzerinde WPS’e uygun bir kaynak gerçekleştiriyor. Ardından, bu test parçası laboratuvarda çeşitli mekanik testlere (çekme, bükme vb.) tabi tutuluyor. Test sonuçları başarılı olursa, WPS onaylanıyor. Dalgıç-kaynakçılar, operasyon sırasında bu onaylı prosedüre harfiyen uyuyor. Bu süreç, su altı kesim sonrası yapılacak kaynağın kalitesini garanti ediyor.
Kaynak Sonrası Tahribatsız Muayene (NDT)
Ekipler, su altı kaynak dikişinin kalitesini kontrol etmek için çeşitli NDT yöntemleri kullanıyor. İlk olarak, bir denetim dalgıcı kaynak dikişini görsel olarak inceliyor. Dikişin boyutlarını, profilini ve yüzey düzgünlüğünü kontrol ediyor. Yüzeyde herhangi bir çatlak, gözenek veya yanma oluğu olup olmadığına bakıyor. Ardından, yüzey çatlaklarını tespit etmek için genellikle manyetik partikül muayenesi (MPI) yapılıyor. Kaynağın içsel bütünlüğünü kontrol etmek için ise ultrasonik muayene (UT) kullanılıyor. UT, kaynak içindeki cüruf kalıntısı veya tam nüfuziyetsizlik gibi hataları tespit ediyor. Sertifikalı NDT teknisyenleri, bu muayenelerin tamamını gerçekleştiriyor. Elde edilen sonuçları, detaylı bir raporla belgeliyorlar. Bu raporlar, yapılan su altı kesim veya kaynak işinin kalitesini kanıtlıyor.
Güvenlik: Su Altı Kaynak Operasyonlarının Temel Taşı
Güvenlik, tüm su altı kaynak ve kesim operasyonlarının en önemli önceliğidir. Bu alanda çalışan dalgıçlar, hem dalışın hem de sıcak işlerin tehlikeleriyle aynı anda yüzleşiyor. Elektrik çarpması, patlama ve dekompresyon hastalığı bu risklerin başında geliyor. Bu nedenle, profesyonel şirketler son derece katı güvenlik protokolleri uyguluyor. Her operasyon öncesinde detaylı bir risk analizi yapıyorlar. Ekip, tüm potansiyel tehlikeleri belirliyor ve bunlara karşı önlemler alıyor. Ekipteki her birey, kendi görevini ve acil durum prosedürlerini ezbere biliyor. Yüzeyde her zaman bir dalış amiri (supervisor) bulunmaktadır. Bu amir, tüm operasyonu yönetiyor ve dalgıçların güvenliğini sürekli izliyor. Başarılı bir su altı kesim operasyonu, her şeyden önce güvenli bir operasyondur.
Elektrik Çarpması Riskleri ve Önlemler
Elektrikle çalışmak, su altında özel önlemler gerektiriyor. Su altı kaynak ve kesim operasyonlarında elektrik çarpması, en ölümcül risklerden biridir. Bu riski yönetmek için, ekipler çeşitli güvenlik önlemleri alıyor. Öncelikle, yalnızca doğru akım (DC) kaynak makineleri kullanıyorlar. Alternatif akım (AC), su altında çok daha tehlikelidir. Tüm ekipmanları, su altı kullanımı için özel olarak yalıtıyorlar. Dalgıçlar, kauçuk eldivenler ve tamamen yalıtkan dalış elbiseleri giyiyor. Kaynak devresinde, yüzey ekibinin kontrol ettiği bir bıçaklı şalter (knife switch) bulunuyor. Dalgıç, elektrot değiştireceği zaman veya kaynak yapmadığı anlarda bu şalteri kullanarak devrenin kesilmesini sağlıyor. Bu basit ama etkili önlem, birçok kazayı engelliyor.
Dalgıç-Kaynakçı Sertifikasyonu ve Standartlar (AWS D3.6)
Bir dalgıç-kaynakçı, oldukça özel ve zorlu bir dizi beceriye sahip olmalıdır. Bu nedenle yetkililer, bu alanda çalışan personelin yetkinliğini uluslararası standartlarla belgeliyor. Amerikan Kaynak Cemiyeti’nin (AWS) D3.6 standardı, su altı kaynağı için dünya çapında en önemli belgedir. Bu standart, hem ıslak hem de kuru ortamda yapılan kaynaklar için prosedürleri ve yeterlilik testlerini belirtiyor. Bir dalgıcının bu sertifikayı alabilmesi için hem teorik sınavlardan geçmesi hem de pratik kaynak testlerini başarıyla tamamlaması gerekir. Bu testler, farklı pozisyonlarda ve koşullarda kaynak yapma yeteneğini ölçüyor. Profesyonel bir şirket, yalnızca AWS D3.6 gibi geçerli sertifikalara sahip personel çalıştırır. Bu, yapılan her su altı kaynak ve su altı kesim işinin kalitesini ve güvenliğini garanti ediyor.
Youtube videolarımızı izlemek için buraya tıklayabilirsiniz.
Daha fazla bilgi almak ve bizimle iletişim kurmak için buraya tıklayabilirsiniz.